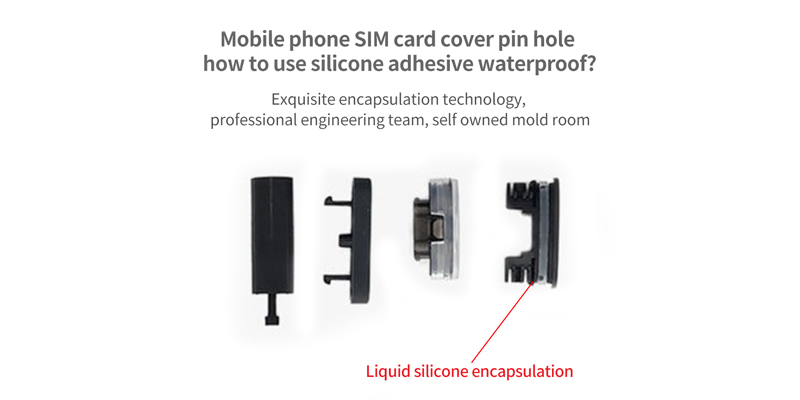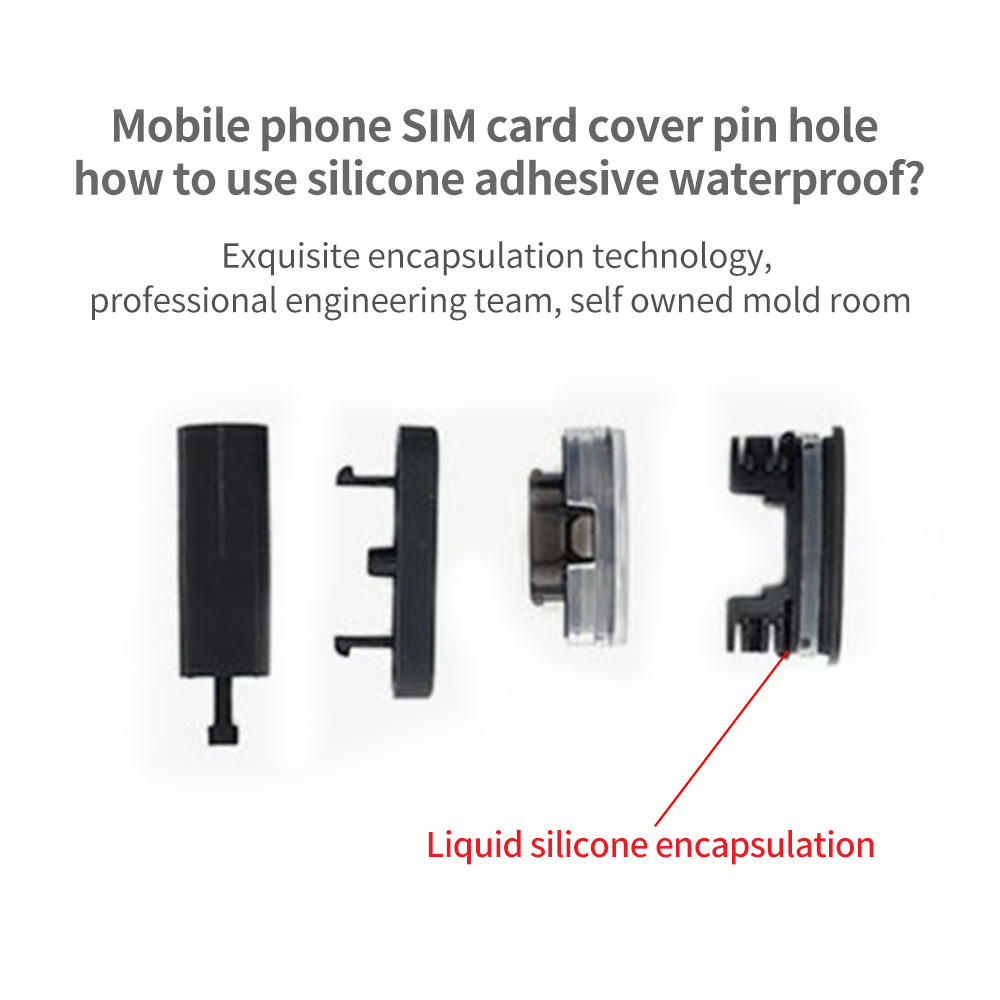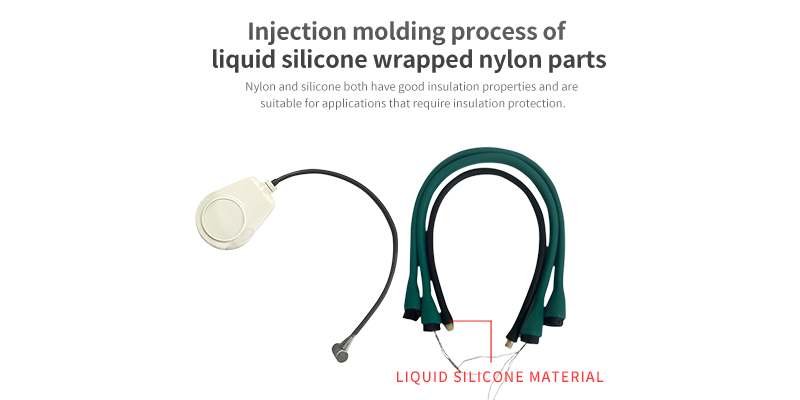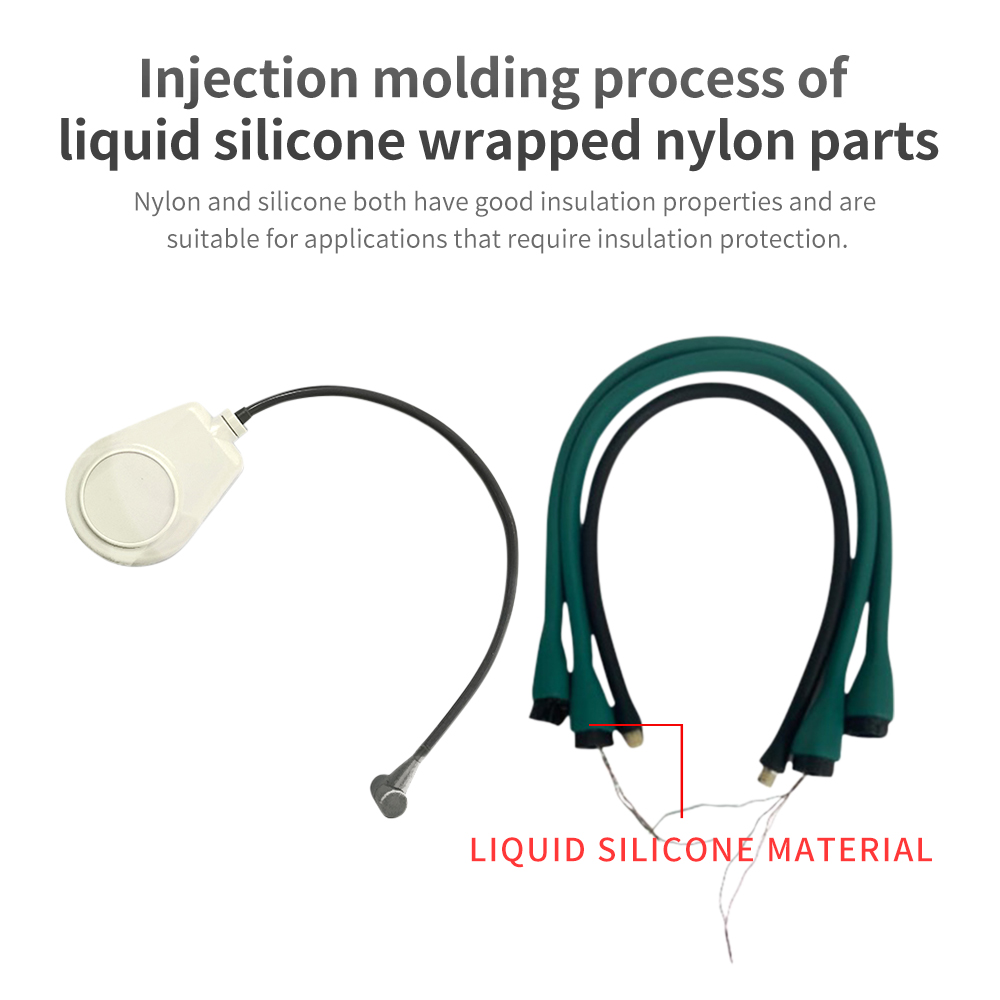
In industries such as electronics, beauty equipment, and healthcare, the combination of liquid silicone and plastic parts is widely used. However, how to improve the adhesion of liquid silicone wrapped plastic products and avoid delamination has always been a focus of attention for manufacturers.
Material characteristic analysis
Firstly, we need to have a deep understanding of the material properties of liquid silicone and plastic. Liquid silicone gel is widely used due to its excellent high temperature resistance, cold resistance, electrical insulation, and biocompatibility, but its surface energy is low and it is not easy to form strong intermolecular bonds with other materials. There are many types of plastics, and different types of plastics have significant differences in hardness, toughness, weather resistance, and compatibility with silicone. Therefore, choosing the appropriate plastic substrate is crucial.
It is recommended to choose plastic types that have good compatibility with silicone, such as certain specially modified polyolefins or thermoplastic elastomers. At the same time, pre-treatment of the plastic surface, such as plasma treatment, chemical etching, or coating with thickening agents, can be considered to increase its surface energy and enhance its adhesion with silicone gel. In addition, the type of silicone material also affects its adhesion performance. Different types of silicone have different molecular structures and chemical properties, and the selection should be comprehensively considered based on the actual application scenario and requirements.
design optimization
Reasonable structural design is equally important in the product design phase. When designing, the following points should be noted:
1. Reduce stress concentration: Avoid designing sharp corners or weak structures at the junction of silicone and plastic to reduce cracking and detachment caused by stress concentration. Adopting a smooth transition design can effectively disperse stress and improve the overall strength of the product.
2. Increase bonding area: By increasing the contact area between silicone and plastic, the adhesion between the two can be significantly improved. For example, using structures such as wavy and sawtooth shapes not only increases the contact area, but also improves the mechanical locking effect of the joint surface.
3. Reserve expansion space: Considering the possible expansion phenomenon of liquid silicone at high temperatures or during use, a certain space should be reserved between silicone and plastic during design to avoid detachment due to internal stress caused by expansion. This design not only improves the reliability of the product, but also extends its service life.
Process improvement
The process is the key to ensuring a strong bond between liquid silicone and plastic. Here are some key process improvement measures:
1. Precise control of molding parameters: During injection molding or compression molding, precise control of temperature, pressure, time and other parameters ensures the quality of plastic parts while also providing good substrate conditions for subsequent silicone injection or coating. Low temperature may lead to incomplete curing of silicone, while high temperature may cause excessive curing and reduce adhesion.
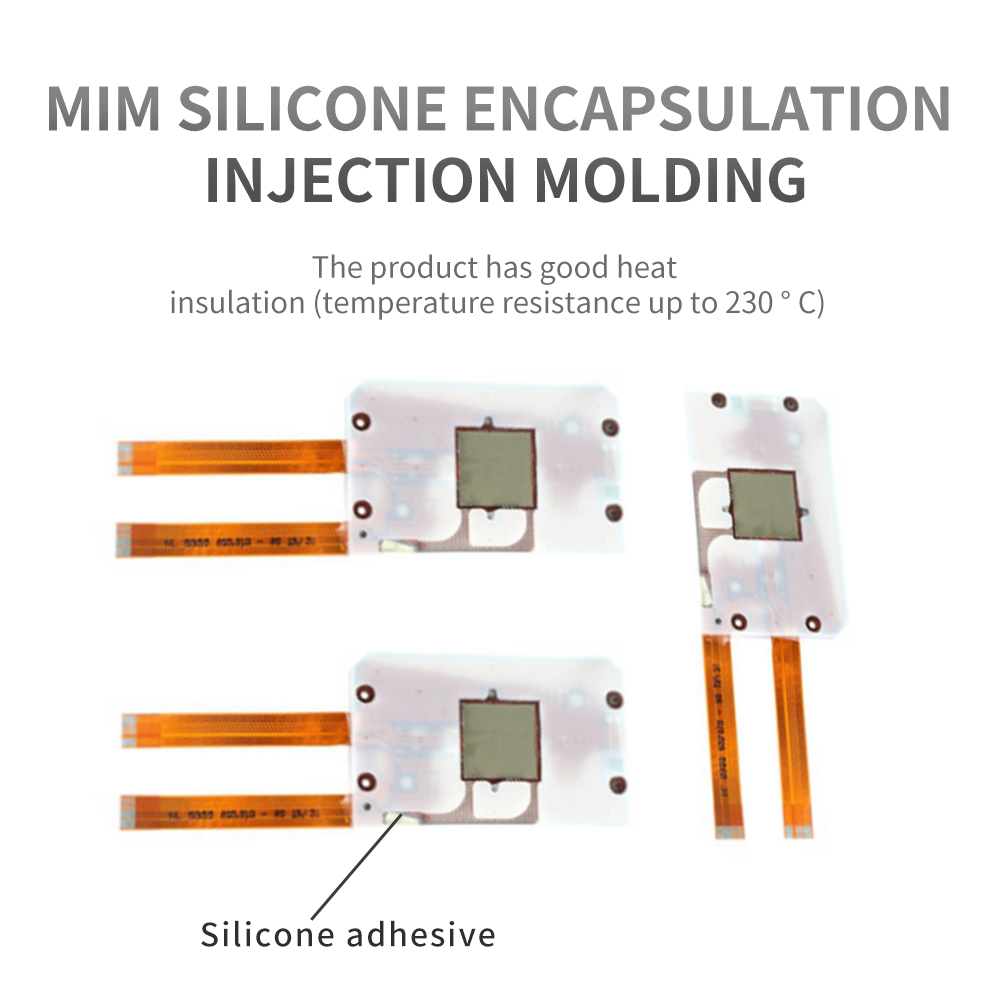
2. Adopting two-component injection molding technology: For some complex structures, two-component injection molding technology can be used, which involves molding silicone and plastic in one mold. This technology utilizes the special structure of injection molding machines to achieve seamless bonding of two materials, greatly improving the overall performance and adhesion of the product.
3. Optimize vulcanization process: The vulcanization process of liquid silicone directly affects its adhesion strength with plastic. Optimize parameters such as vulcanization temperature, time, and pressure to ensure that the silicone is fully vulcanized while avoiding damage to the plastic substrate. During the vulcanization process, it is necessary to closely monitor the curing state of the silicone and adjust the process parameters in a timely manner to achieve the best adhesion effect.
Subsequent processing
Even if the preliminary design, material selection, and process are all done well, the subsequent processing cannot be ignored. Here are some effective follow-up measures:
1. Surface cleaning and pretreatment: Before bonding silicone with plastic, the plastic surface should be thoroughly cleaned and pretreated to remove oil stains, impurities, and oxide layers, and improve the cleanliness and roughness of the surface. This step is crucial for improving adhesion.
2. Use specialized adhesives: Choose adhesives designed specifically for liquid silicone and plastic, such as silicone wrap plastic glue. This type of adhesive has good fluidity, is easy to operate, and has good bonding effects on various plastic materials. During the vulcanization process, the adhesive can stably exert its bonding properties, tightly wrapping the liquid silicone around the plastic to ensure that the product does not fall off or peel during use.
3. Regular maintenance: For products that are used for a long time, a regular maintenance plan should be developed to check the bonding between silicone and plastic. Once potential detachment risks are identified, immediate measures should be taken to address them and prevent the problem from escalating.
Innovative technology application
In addition to the traditional methods mentioned above, innovative technologies can also be attempted to improve the adhesion between liquid silicone and plastic parts. For example, using Conbond primer. This primer can form a film layer with high adhesive strength on the surface of the substrate, and complete the linking effect with the substrate and adhesive, thereby forming an overall adhesive coating. Its excellent adhesion and chemical bonding ability enable liquid silicone to firmly adhere to plastic substrates.
In addition, instant glue (quick drying glue) can also be considered. Although silicone requires pre-treatment, instant adhesive has a fast bonding speed and can meet the requirements of most silicone products. It should be noted that when using instant adhesive, the bonding area should be kept dry and clean to avoid moisture and impurities affecting the bonding effect.
epilogue
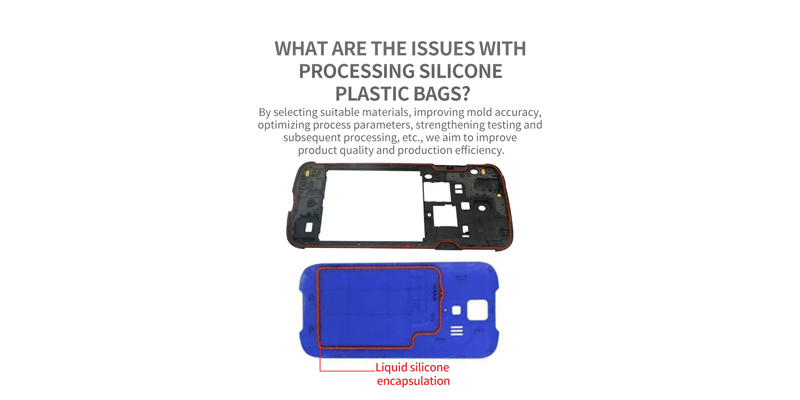
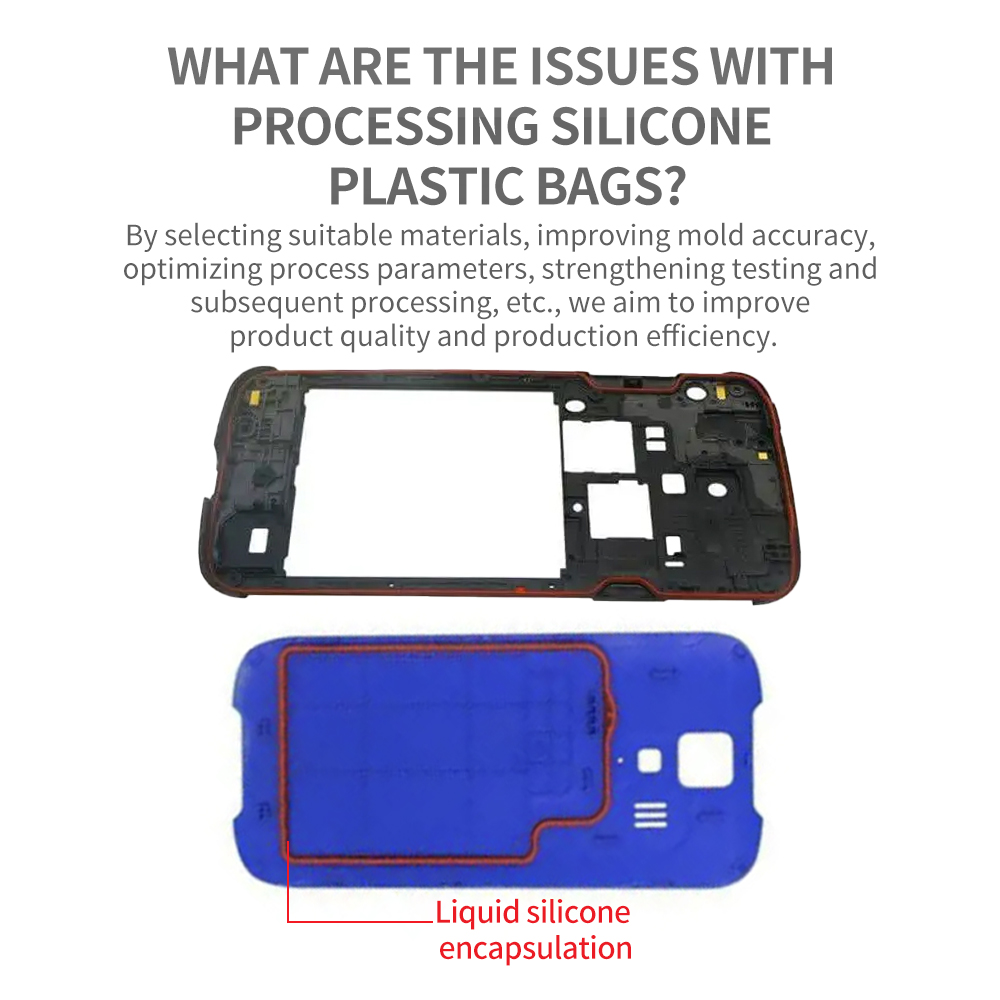
In summary, improving the adhesion of liquid silicone encapsulated plastic products is a systematic project that requires multiple aspects such as material selection, design optimization, process improvement, and subsequent processing. Through in-depth research and continuous exploration, we can find the most suitable solution for specific application scenarios, ensuring the stable combination of liquid silicone and plastic parts, and providing strong guarantees for the reliability and durability of products.