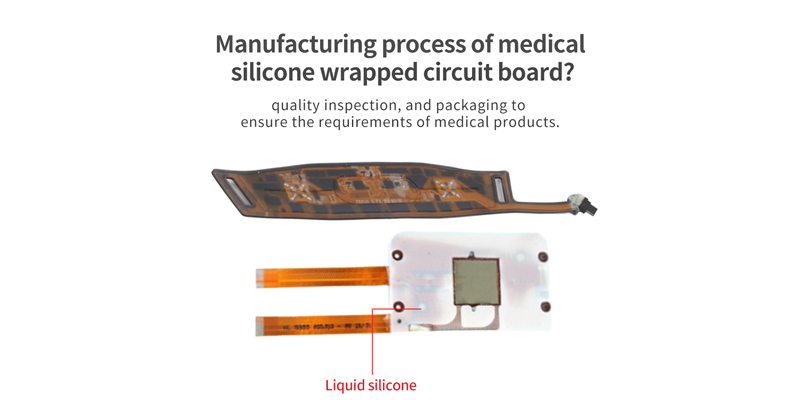
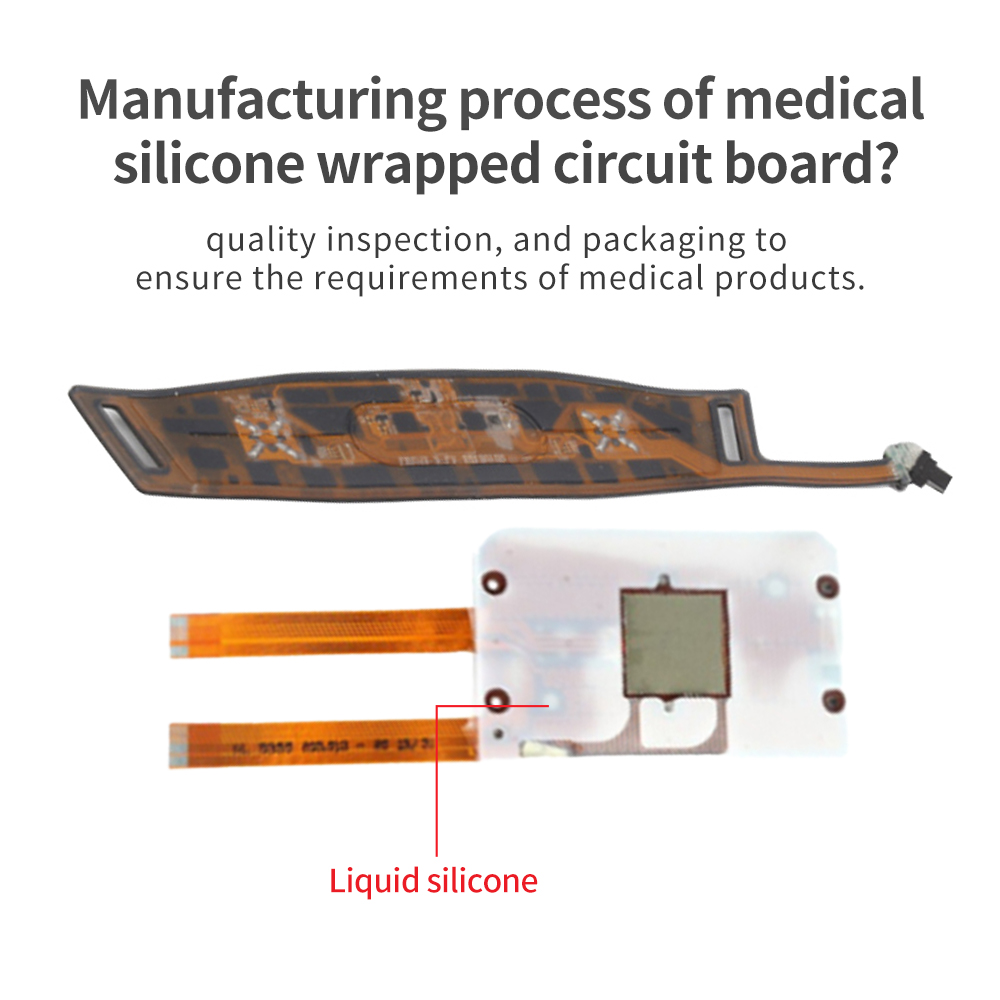
The manufacturing process of medical grade silicone wrapped circuit boards (especially flexible circuit boards, FPC) is a special process that combines medical grade silicone materials with circuit board protection requirements. The following are the main steps and precautions of this process:
1、 Main steps
Circuit board cleaning:
Thoroughly clean the FPC circuit board to ensure that the surface is free of dust, oil stains, or other impurities. This step is crucial for the subsequent adhesion of silicone gel.
Silicone selection and blending:
Select suitable medical grade silicone materials based on the special requirements of medical products, such as biocompatibility, chemical corrosion resistance, high temperature resistance, etc.
According to the formula requirements, mix the silicone material with other additives such as colorants, viscosity modifiers, etc.
Silicone coating:
Apply the prepared silicone evenly onto the surface of the FPC using methods such as spraying, brushing, or dipping, ensuring that all circuit lines are completely wrapped.
During the coating process, pay attention to controlling the thickness and uniformity of the silicone gel to avoid the formation of bubbles or voids.
Drying and curing:
Place the FPC circuit board coated with silicone in a constant temperature oven and dry it. The drying temperature and time are adjusted according to the requirements of the silicone material.
After drying, place the FPC circuit board in a constant temperature curing box for silicone curing. The curing temperature and time are also adjusted according to the requirements of the silicone material.
Quality inspection:
Conduct a comprehensive inspection of the FPC circuit board wrapped in silicone, including visual inspection, electrical performance testing, etc., to ensure that the packaging quality meets the requirements of medical products.
Packaging and Shipping:
Wrap the silicone FPC that has passed quality inspection in an anti-static bag or box and prepare for shipment. During the packaging process, pay attention to maintaining the cleanliness and integrity of the product.
2、 Precautions
Silicone formula and selection:
Medical silicone must meet the requirements of biocompatibility, non toxicity, and non irritation.
Select the appropriate silicone type and formula based on the specific application scenario.
Coating uniformity:
Ensure that the silicone covers the entire FPC circuit board evenly and completely during the coating process.
Use appropriate coating equipment and process parameters to avoid the formation of bubbles or voids.
Drying and curing conditions:
According to the requirements of silicone material, precisely control the temperature and time of drying and curing.
Avoid the performance degradation of silicone caused by insufficient drying or incomplete curing.
Quality Inspection and Control:
Establish a comprehensive quality inspection system to conduct comprehensive testing on FPC circuit boards wrapped in silicone.
Adopting advanced detection technology and equipment to improve detection accuracy and efficiency.
Environmental Protection and Sustainability:
During the production process, emphasis is placed on environmental protection and sustainable development.
Choose silicone materials and production processes that meet environmental standards.
In summary, the production process of medical silicone wrapped circuit boards is a complex and delicate task that requires strict control over the quality and parameters of each link. By adopting advanced process technology and equipment, as well as a comprehensive quality inspection system, the quality and performance of medical silicone wrapped circuit boards can be ensured to meet the requirements of medical products.
https://lyasilicone.net/wp-content/uploads/2025/01/0122-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-22 06:57:412025-01-22 06:57:41Manufacturing process of medical silicone wrapped circuit board?
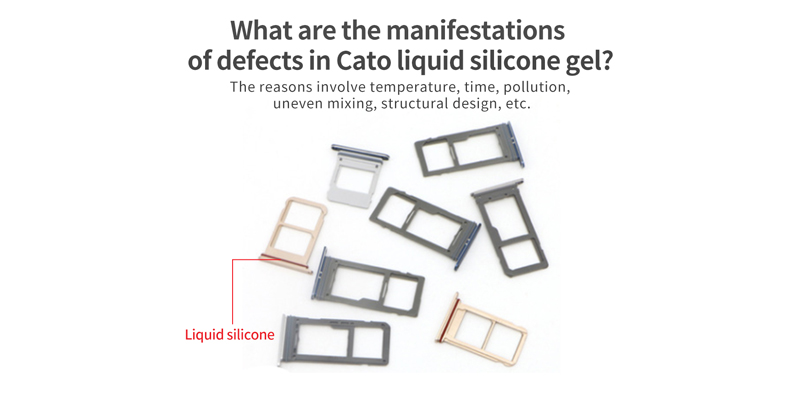
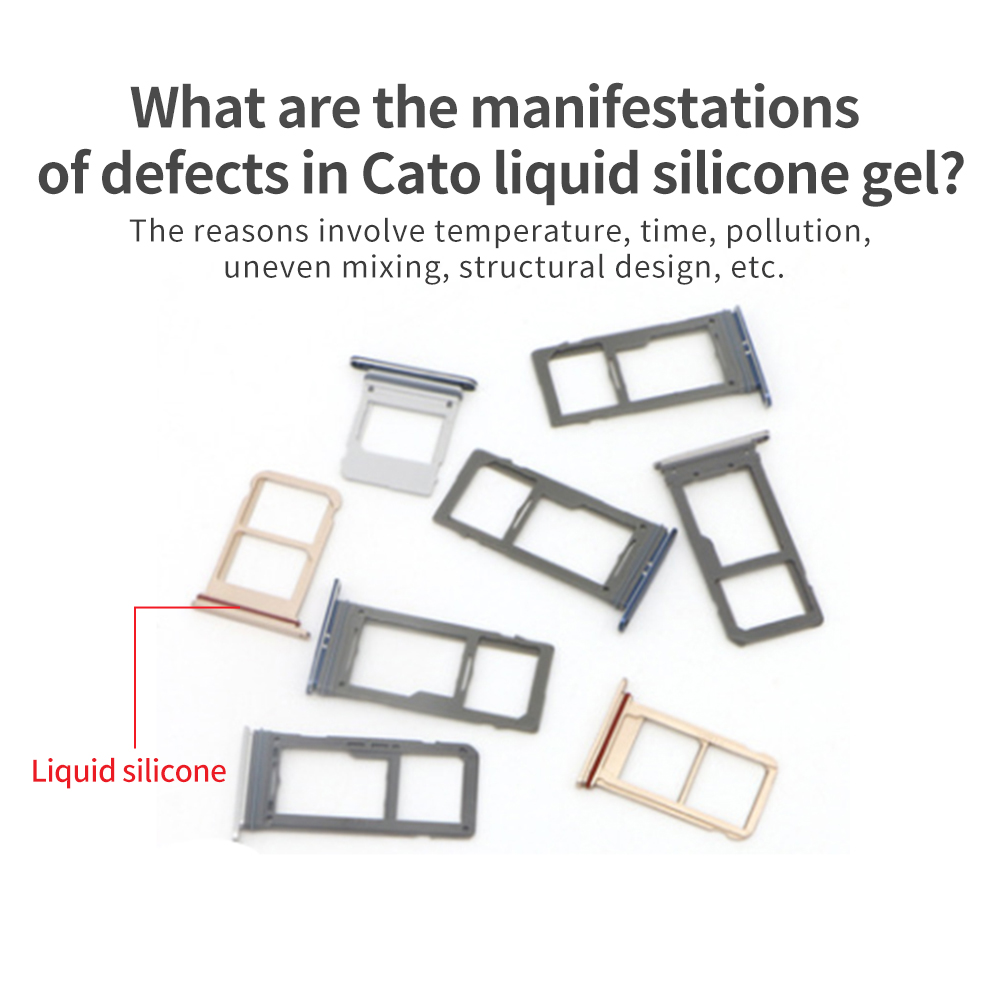
The defects of Cato liquid silicone may manifest in multiple aspects, and the following are some common manifestations:
1、 Incomplete solidification
Performance: The liquid silicone product has not fully solidified, resulting in insufficient hardness or softening of the product.
Possible reason: The vulcanization temperature is too low: Liquid silicone is usually platinum vulcanized, and the vulcanization temperature needs to be between 110 ℃ and 150 ℃. If the temperature is below this range, it will affect the vulcanization effect.
The vulcanization time is too short: Different silicone raw materials and product structures have different vulcanization times, and if the time is insufficient, it cannot be completely cured.
Oil and other pollutants in the injection pipeline or mold can damage the sulfurization structure of liquid silicone.
Uneven mixing of rubber materials: Liquid silicone gel is a two-component A/B agent, which needs to be thoroughly mixed before vulcanization molding.
The rubber material is too cold: the rubber material stored in refrigeration can be used directly, and the low temperature affects curing.
The temperature of embedded materials is too low (for encapsulated products), especially for products with thicker embedded materials. This problem is prone to occur when the workshop temperature is low in winter.
2、 The surface of the product is not familiar or partially unfamiliar
Performance: The surface or local area of the product is not fully matured, presenting a state of incomplete solidification.
Possible reason: Improper use of release agent: Different types of liquid silicone have different requirements for release agent, and using unsuitable release agent can affect the surface curing of the product.
There are grease pollutants on the surface of the mold, such as rust proof oil, machine lubricating oil, or sweat from workers’ fingers.
The embedded objects (plastic/hardware) are contaminated, and the dust, grease, and other dirt accumulated during the production process have not been cleaned thoroughly.
Air pollution: When using pneumatic demolding, the gas inside the air compressor is not clean, which can spray onto the mold and affect the product.
3、 The product has impurities or color spots
Performance: Impurities are mixed in the product or uneven color spots appear.
Possible reasons: The rubber material or mold may be dirty, and impurities may be mixed in during the production process.
The gloves and air gun used by the operator are dirty and have contaminated the product.
The uneven mixing of rubber leads to small white transparent gel particles.
Uneven mixing of colorants or dispersion or precipitation of colorants can affect the uniformity of product color.
4、 Product deformation or shrinkage
Performance: The shape of the product changes or the size shrinks.
Possible reason: The deformation temperature of the embedded object is too low: The vulcanization molding temperature of liquid silicone is high, and if the deformation temperature of the embedded object does not meet the standard, it will deform during the vulcanization process.
Uneven pressure on embedded objects leads to deformation: The embedded objects of silicone encapsulated products are unstable in positioning within the mold, and the sealing position is subjected to uneven force.
Unreasonable product structure design: The shrinkage rate of silicone is generally higher than that of embedded objects (plastic/hardware), and the structure of the silicone part of the encapsulated product should be as uniform as possible, without being too thick or too thin locally.
5、 Product shortage and dents
Performance: There are missing materials or dents on the surface of the product.
Possible reason: Insufficient supply of liquid silicone gel and insufficient injection volume.
The injection port is too small, which affects the filling of the adhesive material.
Poor exhaust, bubbles bursting on the surface of liquid silicone products, causing material shortage.
There are dirt on the surface of the mold, which affects the filling of the rubber material.
6、 The product has bubbles (trapped gas)
Performance: Bubbles appear inside or on the surface of the product.
Possible cause: Poor exhaust: Unreasonable exhaust structure design, resulting in the inability to smoothly discharge bubbles.
Gas in the rubber material: The bubbles generated during the mixing of the rubber material have not been completely removed.
Unreasonable design of injection port: Multiple injection ports may cause bubbles to accumulate in the adhesive material.
In summary, the defects of Cato liquid silicone may involve multiple aspects such as solidification, surface curing, impurities, deformation, material shortage, and bubbles. To avoid the occurrence of these defects, it is necessary to strictly control various process parameters and raw material quality during the production process, and strengthen quality inspection and control.
https://lyasilicone.net/wp-content/uploads/2025/01/0121-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-21 07:44:172025-01-21 07:44:17What are the manifestations of defects in Cato liquid silicone gel?
What is the typical lifespan of liquid silicone encapsulation molds? This is a concern for many companies and individuals engaged in the production of silicone products. As a high-precision and high-efficiency production tool, the service life of liquid silicone molds directly affects production efficiency and cost.
It should be noted that the lifespan of liquid silicone encapsulation molds does not have a fixed value. It is influenced by various factors, including mold materials, mold structure, production process, usage environment, and maintenance. Therefore, it is not possible to simply provide a specific mold number as the lifespan standard for liquid silicone encapsulation molds.
We can still roughly understand the lifespan range of liquid silicone molds by analyzing their characteristics and usage. Liquid silicone material has the characteristics of low viscosity and low hardness after molding, which makes the wear of the material and product on the mold relatively small during the production process. Therefore, compared to other types of molds, the lifespan of liquid silicone molds is usually longer.
Specifically, the lifespan of liquid silicone molds can reach hundreds of thousands or even millions of mold cycles. This mainly depends on the material, design, and maintenance of the mold during use. Generally speaking, high-quality mold materials and reasonable mold design can significantly improve the lifespan of molds. Meanwhile, proper usage and good maintenance can also extend the service life of the mold.
In practical applications, the lifespan of liquid silicone encapsulation molds is often closely related to the complexity of the mold. Simple mold structures are usually easier to manufacture and maintain, resulting in a relatively longer lifespan. And complex mold structures may require more maintenance and upkeep to ensure their long-term stable operation. In addition, the pressure, temperature, and other conditions that the mold is subjected to during use can also affect its lifespan. For example, high temperature environments can accelerate the aging process of molds, thereby reducing their lifespan.
In addition to the factors of the mold itself, the production process and usage environment also have a significant impact on the lifespan of liquid silicone encapsulation molds. During the production process, improper setting of process parameters or improper operation can lead to damage or accelerated aging of the mold. Similarly, factors such as humidity and corrosive substances in the usage environment may also cause damage to the mold.
In order to extend the lifespan of liquid silicone encapsulation molds, we need to take a series of measures. Firstly, in the mold design stage, its service life and maintainability should be fully considered. By optimizing the mold structure and selecting high-quality materials, the durability and wear resistance of the mold can be improved. Secondly, in the production process, it is necessary to strictly control the process parameters and operating standards to avoid unnecessary damage to the mold. In addition, regular cleaning, lubrication, and inspection of molds are also important means to extend their lifespan.
Of course, even with the above measures taken, the liquid silicone encapsulation mold will still gradually age and eventually fail during use. When the mold reaches its lifespan limit, we need to replace it with a new one in a timely manner to ensure production efficiency and product quality. When replacing the mold, we should pay attention to selecting mold materials and specifications that match the product requirements, and ensure that the installation and debugging of the new mold are correct and error free.
It is worth noting that the lifespan of liquid silicone encapsulation molds is not just a numerical issue. It is a comprehensive issue involving multiple aspects such as production efficiency, cost control, and product quality. Therefore, when evaluating the lifespan of molds, we need to consider multiple factors comprehensively and develop reasonable solutions.
In addition, with the continuous development and progress of technology, the manufacturing technology and materials of liquid silicone molds are also constantly updated and upgraded. This has significantly improved the durability, wear resistance, and production efficiency of the new mold. Therefore, when choosing and using liquid silicone encapsulation molds, we should also pay attention to the latest technological developments and product information in order to make more informed decisions.
In short, the lifespan of liquid silicone encapsulation molds is a complex and variable issue. It is influenced by multiple factors and requires comprehensive consideration of multiple aspects in order to draw accurate conclusions. By optimizing mold design, strictly controlling production processes, strengthening maintenance, and paying attention to the latest technological trends, we can effectively extend the service life of liquid silicone encapsulation molds and improve production efficiency. At the same time, timely replacement of new molds when they reach the limit of their lifespan is also an important means to ensure product quality and production efficiency
https://lyasilicone.net/wp-content/uploads/2025/01/0120-4.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-20 07:22:462025-01-20 07:22:46What is the typical lifespan of liquid silicone encapsulation molds?
Silicone has a wide range of applications in multiple industries due to its excellent physical and chemical properties. Here are some of the product categories that use silicone most widely:
1、 Daily necessities
Kitchen supplies: silicone mixing spoon, silicone insulation pad, silicone teapot pad, silicone cutting board, silicone cleaning gloves, silicone freshness cover, silicone seasoning bowl, cake mold, etc. These products utilize the high temperature resistance and easy cleaning properties of silicone to provide a safer, more convenient, and hygienic kitchen experience.
Maternal and child products: silicone nipple, silicone bottle protector, silicone teething gel, silicone spoon, silicone bowl, silicone plate, silicone feeding bottle, silicone bib, etc. The softness and elasticity of silicone make it an ideal material for making mother and baby products, providing a comfortable touch for babies.
Personal care products: silicone face brushes, facial cleansers, makeup brushes, cleaning pads, silicone combs, silicone toothbrushes, etc. These products utilize the softness and ease of cleaning of silicone to provide users with a more comfortable and hygienic user experience.
Outdoor equipment: silicone water kettle, silicone backpack, silicone sports insole, silicone shoe cover, etc. The lightweight, durable, and anti slip properties of silicone make it the preferred choice for outdoor enthusiasts.
Household items: silicone anti slip mats, silicone bathroom mats, silicone door mats, silicone keychains, silicone electric lights, silicone tea sets, etc. These products can enhance the comfort and safety of home life.
2、 Electronic products
Mobile phone accessories: silicone phone case, silicone headphone cover, etc. These products can effectively protect electronic devices from falling and scratching, while providing a comfortable grip.
3、 Medical Health
Medical silicone products: such as contact lenses made of medical grade silicone, which have softness, breathability, and high comfort. In addition, silicone can also be used to make silicone products for the human body, such as imitation human skin, prosthetics, masks, etc.
4、 Industrial products
Mold silicone: suitable for mold making in various industries such as toys, handicrafts, and building decoration.
Silicon gel: used for women’s breast patches, breast pads and other silicone imitation human products, as well as silicone foot pads and cushions for human health care. In addition, it can also be used for groove sealing of high-efficiency air filters.
5、 Other
Beauty tools such as silicone powder puffs, due to their soft and easy to clean characteristics, can provide users with a more comfortable user experience.
Special industry products: such as silicone seals, silicone tubes, etc., used to meet the special needs of specific industries.
In summary, silicone has a wide range of applications in various industries, especially in daily necessities, electronic products, medical and health care, industrial products, and other special industries. With the continuous advancement of technology and people’s constant pursuit of quality of life, the application fields of silicone will continue to expand.
https://lyasilicone.net/wp-content/uploads/2025/01/0117-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-17 08:49:222025-01-17 08:49:22Which products require the most extensive use of silicone?
Silicone encapsulation molding, as a manufacturing process that wraps silicone material around other materials or components through specific molding techniques, is widely used in various fields such as electronics, healthcare, automotive, and home appliances. Silicone has become an ideal coating material due to its excellent heat resistance, cold resistance, aging resistance, good electrical insulation, and non-toxic and environmentally friendly properties.
The shape and size of the product are one of the key factors affecting whether special design is required for silicone encapsulation molding. Silicone encapsulation needs to be completely adhered to the surface of the product, so for products with complex shapes and large sizes, full encapsulation may be difficult. For example, products with complex surfaces or irregular shapes may require special mold design and injection molding processes to ensure that silicone can evenly and tightly cover the surface of the product. In the mold design stage, it is necessary to fully consider the fluidity and molding characteristics of silicone, and design the flow channels, gates, and exhaust systems of the mold reasonably to avoid problems such as uneven filling, bubbles, or burning of silicone during the molding process. In addition, for large products, due to the fluidity and molding characteristics of silicone, it may be necessary to increase injection pressure and prolong vulcanization time to ensure that the silicone can fully fill the mold and solidify into shape.
The material and surface treatment of the product are also important factors affecting whether special design is required for silicone encapsulation molding. The adhesion of silicone on the surface of products made of different materials varies, and some smooth surfaces or specially treated surfaces may not be easily bonded to silicone materials. The insufficient adhesion between silicone and substrate may cause the coating layer to fall off or create gaps, thereby affecting the waterproof, dustproof, and seismic performance of the product. To solve this problem, it is usually necessary to perform special treatments on the surface of the substrate, such as spraying adhesive, plasma treatment, or chemical treatment, to improve the adhesion between the silicone gel and the substrate. At the same time, when choosing silicone materials, it is also necessary to consider their compatibility with the substrate to avoid delamination or peeling caused by material mismatch.
In the actual production process of silicone encapsulation molding, the selection of processing technology and equipment is equally important. Injection molding, liquid silicone injection molding (LIM), compression molding and other different molding methods have their own advantages and disadvantages, and are suitable for products of different types and sizes. Injection molding is suitable for mass production with relatively low cost, but may not meet the requirements of high-precision and complex shaped products. Liquid silicone injection molding can provide finer surface texture and higher precision, especially suitable for products with high detail requirements, but the cost is high and the production efficiency is relatively low. Compression molding is suitable for components with complex shapes or large sizes, but controlling the molding pressure and temperature is more difficult. Therefore, when selecting the molding method, it is necessary to make a reasonable choice based on the specific needs and performance requirements of the product.
In order to improve the quality and stability of silicone encapsulation molding, some optimization measures can also be taken. For example, optimizing the raw material ratio, adjusting the ratio of silicone and additives reasonably according to the product requirements and usage environment, in order to improve the performance and stability of silicone. Improve production processes and equipment by adopting automated production lines, optimizing heating and cooling systems, and other measures to enhance production efficiency and product quality. Strengthen quality control, establish a sound quality control system, conduct strict inspections and tests on raw materials, semi-finished products, and finished products to ensure that products meet quality requirements. At the same time, we can also pay attention to industry trends and technological developments, continuously introduce new technologies and materials, and improve the competitiveness and added value of our products.
In the process of silicone encapsulation molding, special attention should be paid to some common defects and their solutions. For example, uneven filling of silicone may cause defects such as dents or ripples on the surface of the product, which can be solved by optimizing mold design, adjusting injection pressure and temperature, and improving silicone flowability. Poor adhesion between silicone and substrate may cause the coating to peel off or create gaps, which can be avoided by improving surface treatment processes, selecting suitable silicone materials, and strengthening quality control measures. In addition, the possible discoloration or deterioration during the vulcanization process also needs to be given sufficient attention, which can be solved by strictly controlling the vulcanization temperature and time, using appropriate vulcanizing agents, and strengthening production environment management.
In summary, whether special design is required for silicone encapsulation molding depends on a comprehensive consideration of multiple factors. In practical operation, it is necessary to comprehensively consider and design reasonably based on multiple factors such as the shape and size of the product, material and surface treatment, processing technology and equipment, as well as cost and performance requirements. By adopting advanced mold design technology, optimizing molding processes and equipment, strengthening quality control, and introducing new technologies and materials, the quality and stability of silicone encapsulation molding can be continuously improved to meet the diversified needs of the market.
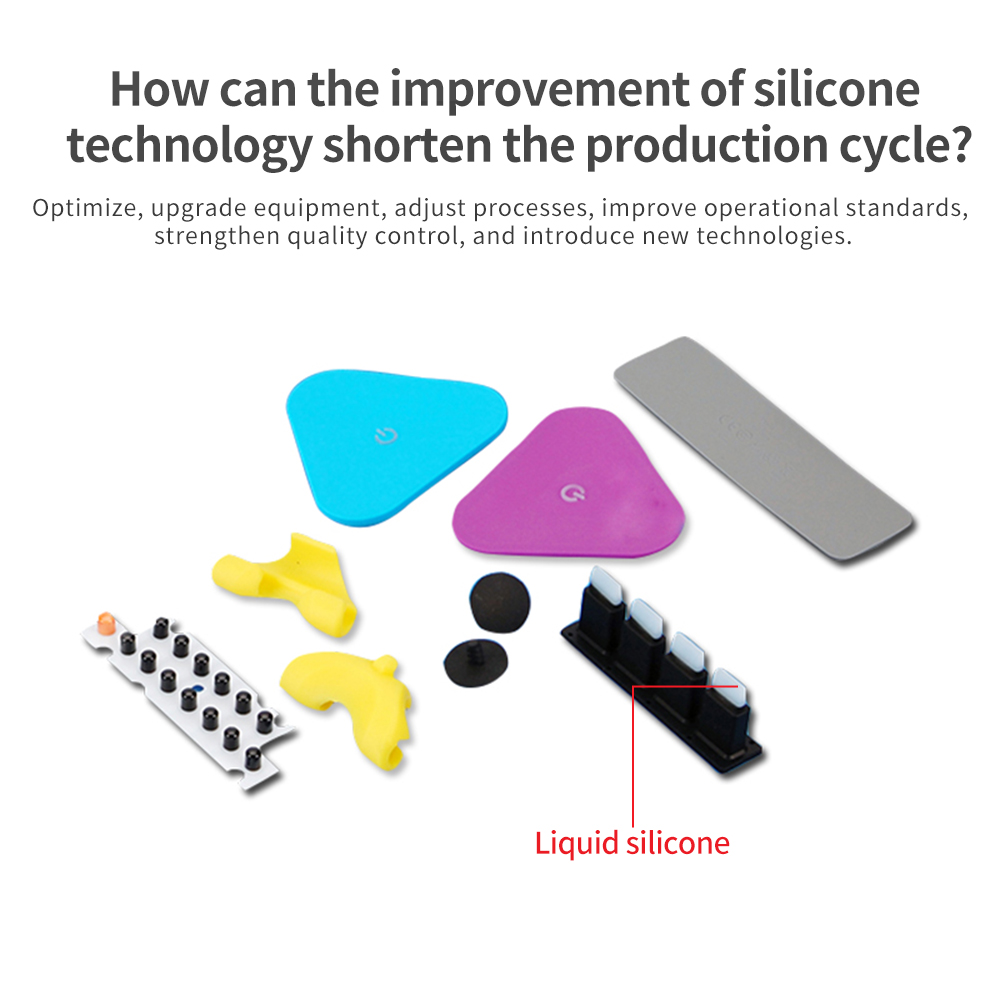
Silicone, as an important polymer material, has a wide range of applications in daily life, industrial production, and medical fields. However, the long production cycle of silicone has always been an important issue that troubles manufacturers. In order to improve production efficiency and shorten the production cycle of silicone, it is particularly necessary to improve the silicone process.
Firstly, from the perspective of formula optimization, the selection and ratio of raw materials for silicone are important factors affecting the production cycle. In the formula of silicone, by adding an appropriate amount of antioxidants and light stabilizers, free radicals can be effectively captured, the oxidation reaction rate can be slowed down, and the thermal oxidative stability of silicone can be improved. At the same time, these additives can also protect silicone from the effects of photoaging, thereby extending the service life of silicone, reducing rework and scrap rates caused by aging, and shortening the production cycle. In addition, the selection of basic polymers with high purity, low volatility and good stability is also the basis for improving the aging resistance of silica gel. These high-quality base polymers can ensure stable performance of silicone during processing, reduce abnormal situations in the production process, and improve production efficiency.
In addition to formula optimization, upgrading production equipment is also an important means to shorten the silicone production cycle. In the production process of silicone, molding and vulcanization are two key steps. Traditional molding and vulcanization equipment often have low efficiency and are difficult to meet the needs of modern production. Therefore, adopting advanced production equipment such as vacuum vulcanizing machines and high-speed forming machines can greatly improve production efficiency. The vacuum vulcanizing machine can effectively eliminate bubbles in silicone during the vulcanization process, improve the density and quality of the product, and shorten the vulcanization time. And high-speed molding machines can quickly and accurately complete the molding operation of silicone, reducing molding time. In addition, using a rapid vulcanizing machine or increasing the amount of vulcanizing agent can also accelerate the vulcanization speed of silicone and further shorten the production cycle. However, it should be noted that while increasing the amount of vulcanizing agent, it is necessary to ensure that the product quality is not affected and avoid problems such as product brittleness.
In terms of processing technology, optimizing the molding and post-treatment processes of silicone can also shorten the production cycle. Reasonable mold design and discharge method are crucial for improving production efficiency in the molding process. Mold design should fully consider the fluidity and molding characteristics of silicone, ensuring that silicone can uniformly and quickly fill the mold. At the same time, changing the discharge method of silicone raw materials allows the silicone raw materials to gradually fill the entire mold cavity from the side walls during the pressurization process, which also helps to improve the molding efficiency. In the post-treatment process, such as heat treatment and aging pretreatment, the structure of silica gel can be further stabilized, its aging resistance can be improved, and the rework and waste rate caused by aging can be reduced. In addition, regular inspection and maintenance of silicone products, timely detection and treatment of potential signs of aging such as cracks, discoloration, etc., can also extend the product’s service life and reduce unnecessary links in the production cycle.
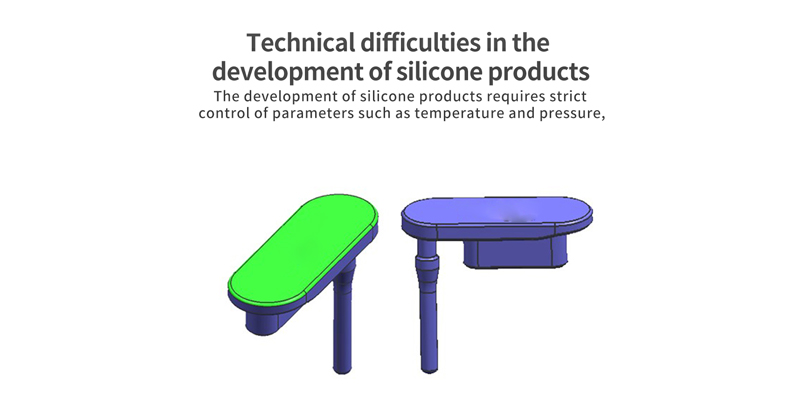
Technical difficulties in the development of silicone products
In addition to the above aspects, the improvement of silicone technology can also shorten the production cycle by improving the standardization and efficiency of production operations. In the production process of silicone, the technical level and operating habits of operators have a direct impact on production efficiency. Experienced operators can proficiently master the operation methods of various production equipment and quickly and accurately complete production tasks. At the same time, they can flexibly adjust production parameters according to the actual situation in the production process, ensuring the stability and efficiency of the production process. Therefore, strengthening the training and management of operators, improving their technical level and operational norms, is of great significance for shortening the silicone production cycle.
In addition, strengthening quality control and testing during the production process is also an important means to shorten the production cycle. Through strict quality inspection and control of raw materials, semi-finished products, and finished products, quality issues can be detected and addressed in a timely manner, avoiding rework and scrap rates caused by quality problems. At the same time, establishing a sound quality management system and traceability mechanism also plays an important role in improving product quality and production efficiency. In the quality inspection process, advanced testing equipment and technical means such as infrared spectrometers, electron microscopes, etc. can be used to accurately analyze the microstructure and properties of silicone gel, ensuring that product quality meets relevant standards and requirements.
In addition to the aspects mentioned above, the improvement of silicone technology can also shorten the production cycle by introducing new production technologies and methods. For example, advanced molding technologies such as injection molding and extrusion molding can greatly improve the production efficiency and quality of silicone products. These molding technologies have the advantages of fast molding speed, high product accuracy, and low cost, which can meet the needs of large-scale production. At the same time, introducing automation and intelligent technologies such as robots and automated production lines can also achieve automation and intelligence in silicone production, improving production efficiency and quality stability.
In the process of improving silicone technology, attention should also be paid to environmental protection and sustainable development issues. The traditional silicone production process often generates a large amount of pollutants such as wastewater, exhaust gas, and solid waste, which have a serious impact on the environment. Therefore, in the improvement of silicone technology, attention should be paid to the research and application of environmental protection technologies to reduce pollutant emissions and resource consumption. For example, using environmentally friendly vulcanizing agents and additives to reduce the emission of harmful substances; Optimize production processes and equipment, improve energy utilization efficiency and resource recovery rate; Strengthen the classification, treatment, and recycling of waste. Through the implementation of these measures, the green and sustainable development of silicone production can be achieved.
In summary, the improvement of silicone technology is of great significance for shortening the production cycle. Through efforts in formula optimization, upgrading production equipment, adjusting processing technology, improving operational norms and efficiency, strengthening quality control and testing, and introducing new production technologies and methods, the production efficiency and quality stability of silicone can be greatly improved, and the production cycle can be shortened. At the same time, in the process of process improvement, it is also necessary to pay attention to environmental protection and sustainable development issues, and achieve the green and sustainable development of silicone production.
https://lyasilicone.net/wp-content/uploads/2025/01/0114-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-14 06:25:042025-01-14 06:25:04How can the improvement of silicone technology shorten the production cycle?
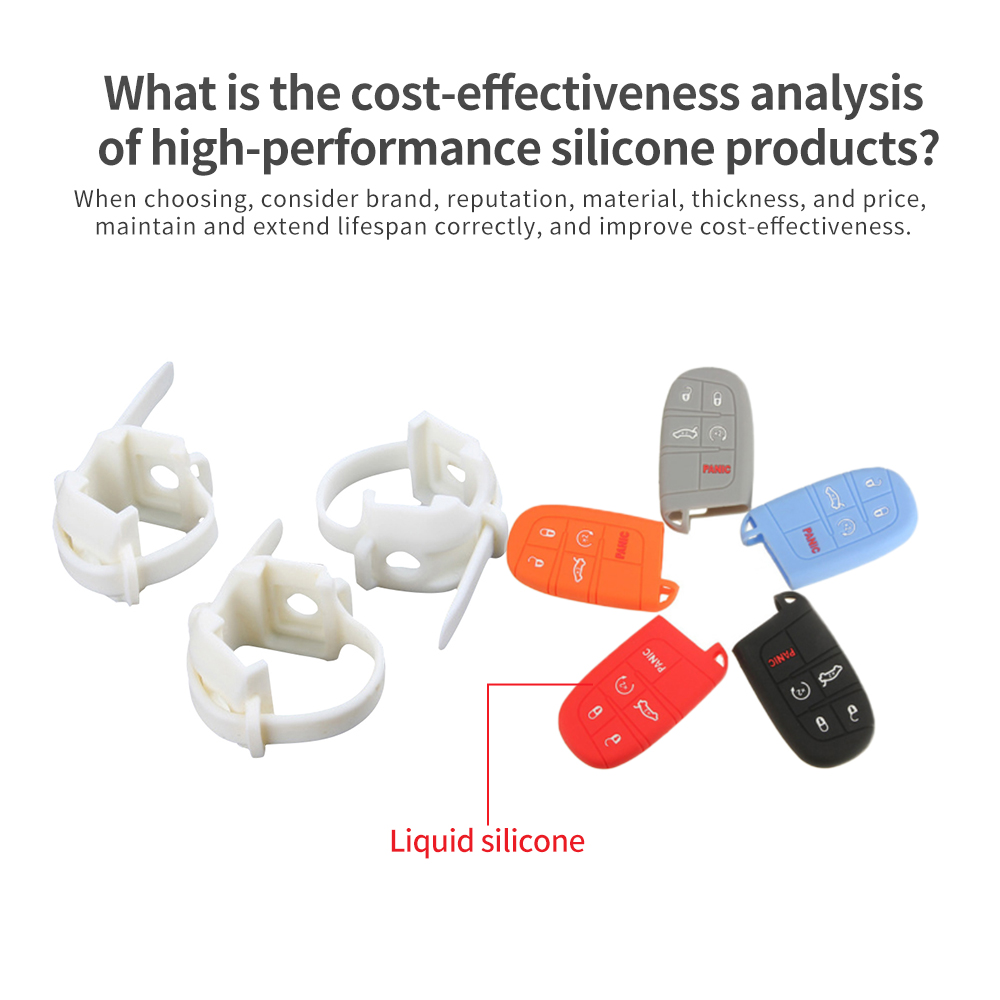
In today’s diversified market environment, high-performance silicone products have shown broad application prospects in many fields due to their unique physical and chemical properties. From kitchen supplies to medical equipment, from home cleaning to industrial protection, high-performance silicone products have won the favor of consumers with their excellent heat resistance, slip resistance, comfort, and environmental protection characteristics. However, in the face of a dazzling array of silicone products, how to conduct cost-effectiveness analysis and select products that meet both demand and affordability has become the focus of consumer attention.
Performance characteristics of silicone products
The key to why high-performance silicone products stand out among many materials is their unique performance characteristics. Firstly, silicone has excellent high-temperature resistance, which allows it to withstand high temperatures without deformation or melting. This makes silicone gloves, silicone baking mats, and other kitchen products perform well in high-temperature environments such as ovens and microwaves. Secondly, silicone has excellent anti slip performance, and the surface is usually designed with anti slip textures, providing good grip strength, effectively preventing sliding, and increasing usage safety. In addition, silicone material is soft and elastic, comfortable to wear, does not cause excessive pressure on the skin, and has good breathability. Long term wearing will not feel stuffy or uncomfortable. Most importantly, silicone is a non-toxic and environmentally friendly material that does not contain harmful chemicals and poses no harm to human health. It is suitable for use in food contact and medical situations that require high safety.
Application areas of silicone products
The widespread application of high-performance silicone products is an important manifestation of their high cost-effectiveness. In kitchen operations, silicone gloves, silicone baking pads, silicone spatulas, and other essential tools for baking enthusiasts are not only heat-resistant but also easy to clean, maintaining the cleanliness and tidiness of the kitchen. Silicone gloves can effectively protect hands from cleaning agents and dirt during cleaning work, and are suitable for various cleaning tasks such as home cleaning, car washing, and gardening. In the industrial field, silicone gloves are widely used in industries such as chemical, electronic, and manufacturing due to their chemical corrosion resistance and high heat resistance, providing strong protection for workers’ hand safety. In addition, medical grade silicone gloves are used in medical care and laboratory operations due to their non-toxic and harmless properties, effectively preventing the invasion of harmful chemicals and bacteria.
Brand and reputation
Choosing high-performance silicone products from well-known brands is an important way to ensure product quality and safety. Famous brands usually have a well-established production system and strict quality control standards, which can ensure the stability and durability of their products. Meanwhile, a good reputation is also an important factor in measuring the cost-effectiveness of a product. Consumers can make more informed purchasing decisions by viewing product reviews, consulting professionals, or referring to industry reports to understand the actual effectiveness and user satisfaction of the product.
Material and thickness
The material and thickness of high-performance silicone products directly affect their effectiveness and cost-effectiveness. Silicone gloves of different thicknesses are suitable for different operating scenarios. Thick gloves provide better protection and are suitable for high-temperature operations or situations that require strong protection; Thinner gloves are more flexible and suitable for delicate operations or tasks that require higher sensitivity. Therefore, when choosing silicone products, appropriate materials and thicknesses should be selected according to actual needs to achieve the best usage effect and cost-effectiveness.
Price and cost-effectiveness
Price is one of the key factors in measuring the cost-effectiveness of a product. The price of high-performance silicone products varies depending on factors such as brand, function, material, and thickness. When choosing a product, consumers should consider their needs and budget comprehensively. Products with high cost-effectiveness not only have reasonable prices, but also have excellent heat resistance, slip resistance, and comfort, which can meet the basic needs of users. Meanwhile, consumers should also pay attention to the after-sales service and warranty policies of the product to ensure timely technical support and repair services during use.
Example of Cost Performance Analysis of Silicone Products
Taking silicone gloves as an example, common silicone glove brands in the market include high-temperature resistant silicone gloves, multifunctional silicone cleaning gloves, and medical grade silicone gloves. High temperature resistant silicone gloves are usually made of food grade silicone material, with high temperature resistance and anti slip design, suitable for use in kitchens and ovens. The price of these gloves is generally around 50 yuan per pair, which has a high cost-effectiveness. The multifunctional silicone cleaning gloves come with a brushing function, suitable for home cleaning, car washing, and gardening. The price is slightly lower, about 40 yuan per pair. Medical grade silicone gloves are suitable for medical care and laboratory operations due to their non-toxic and harmless properties. The price is relatively high, around 60 yuan per pair. However, considering its high safety and professionalism, the cost-effectiveness of medical grade silicone gloves is still worthy of recognition.
When choosing silicone gloves, consumers should also pay attention to the material and thickness of the gloves. For example, silicone gloves used in the kitchen usually require high heat resistance and slip resistance, so thick and high-temperature resistant materials should be selected; Medical grade silicone gloves require high sterility and flexibility, so gloves made of medical grade silicone material with moderate thickness should be selected. In addition, consumers should choose the appropriate glove model based on their hand shape and size to ensure comfort and effectiveness.
Maintenance and upkeep of silicone products
The maintenance and upkeep of high-performance silicone products are also important factors affecting their cost-effectiveness. Proper maintenance and upkeep can extend the service life of products and reduce replacement costs. Silicone products can usually be easily cleaned with water and soap to maintain their hygiene and cleanliness. For silicone products with special requirements, such as medical grade silicone gloves, they should be cleaned and disinfected according to the product instructions to ensure sterility and safety. In addition, silicone products should avoid prolonged exposure to high temperatures or strong ultraviolet radiation to prevent accelerated aging or deformation.
conclusion
In summary, high-performance silicone products have demonstrated high cost-effectiveness in the market due to their unique performance characteristics and wide application fields. When choosing silicone products, consumers should conduct a cost-effectiveness analysis based on their own needs and budget, taking into account factors such as brand, reputation, material, thickness, and price. Meanwhile, proper maintenance and upkeep are also important means to improve the cost-effectiveness of products.
https://lyasilicone.net/wp-content/uploads/2025/01/0113-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-13 07:07:522025-01-13 07:07:52What is the cost-effectiveness analysis of high-performance silicone products?
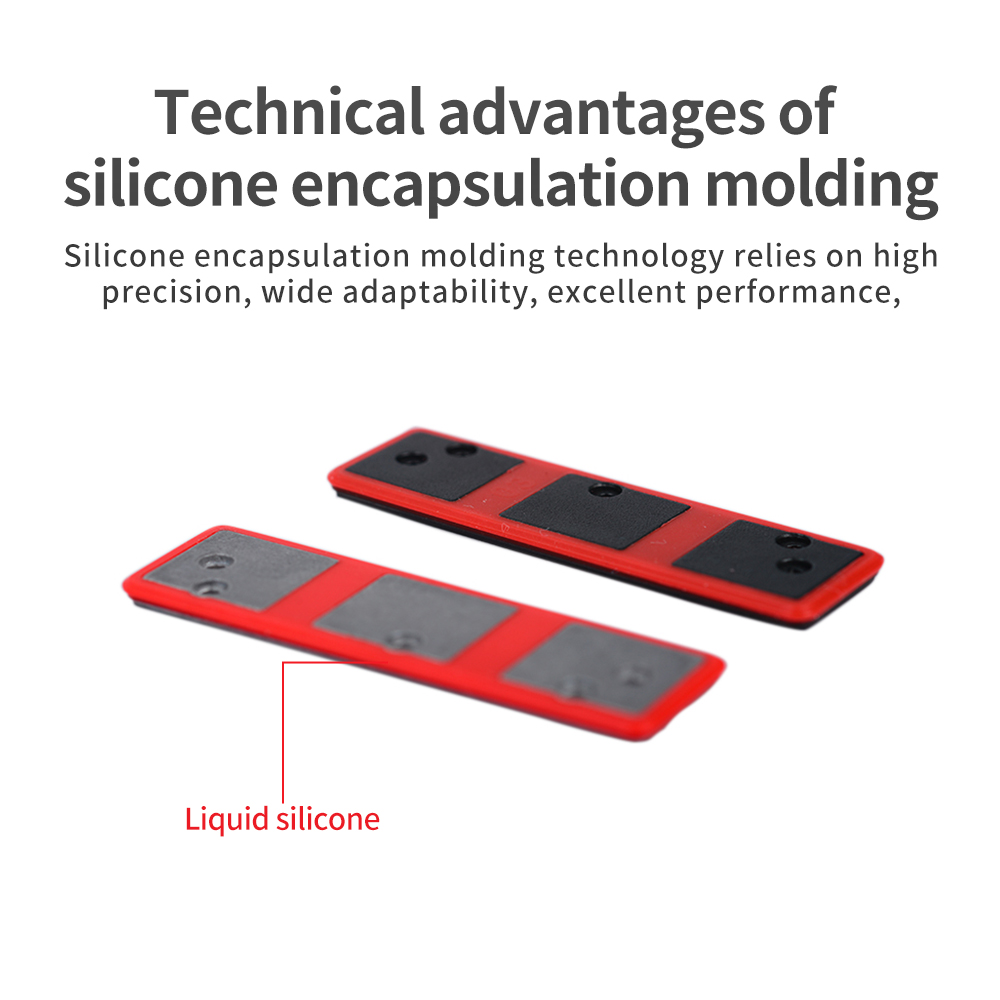
Silicone encapsulation molding technology, as an advanced manufacturing process, has broad application prospects and enormous development potential in the field of modern industrial manufacturing. This technology not only integrates the unique properties of silicone materials, but also achieves high-quality, high-precision, and diversified product requirements through precise molding processes.
1、 High precision and detail expression ability
One significant advantage of silicone encapsulation technology is its high precision and ability to display details. Traditional manufacturing processes often struggle to achieve the level of precision that silicone encapsulation molding technology can achieve. Silicone liquid can completely fill every corner and tiny gap in the mold, ensuring that the final product has a highly delicate surface and precision. This high-precision characteristic gives silicone encapsulation molding technology a unique advantage in manufacturing products with complex shapes and fine textures. For example, in the field of optics, liquid silicone is used to encapsulate optical lenses. Its precise molding ability and excellent transparency enable optical devices to have higher performance and longer service life. In addition, in the field of consumer electronics, silicone encapsulation technology is widely used in the manufacturing of casings and buttons for products such as smartphones and wearable devices, ensuring comfortable grip and durability while providing a wide range of color options and personalized designs.
2、 Wide adaptability
Another major advantage of silicone encapsulation technology is its wide adaptability. It can achieve perfect integration with various substrates such as metal, plastic, glass, etc. Whether it is complex shapes or objects of different sizes, silicone can provide personalized protection solutions. This wide adaptability has led to the widespread application of silicone encapsulation molding technology in multiple fields. For example, in the field of automobile manufacturing, silicone encapsulation technology is used in the manufacturing of automotive seals, shock absorbers, and other components, effectively improving the comfort and safety of automobiles. In the field of medical devices, silicone has become the preferred material for internal connections due to its high biocompatibility and non toxicity. Silicone encapsulation technology provides reliable packaging and protection for medical devices, ensuring the smooth progress of surgical procedures and patient safety.
3、 Excellent physical and chemical properties
Silicone, as a high-performance polymer material, has excellent heat resistance, cold resistance, aging resistance, good electrical insulation, and non-toxic and environmentally friendly characteristics. These characteristics make silicone an ideal choice for encapsulation molding. Silicone encapsulation molding technology not only retains the excellent properties of silicone materials themselves, but also further enhances the physical and chemical stability of products through molding processes. For example, in the packaging and protection of electronic components, silicone encapsulation technology can effectively prevent external environmental erosion of electronic components, improving the corrosion resistance and durability of products. At the same time, silicone has strong weather resistance, which can resist the erosion of environmental factors such as ultraviolet rays, high humidity, and extreme temperatures, ensuring the long-term stability and reliability of the product.
4、 Environmental Protection and Sustainability
Against the backdrop of global advocacy for green and environmental protection, the environmental characteristics of silicone encapsulation molding technology have also contributed significantly to its application in various material encapsulation molding processes. Silicone material is non-toxic, odorless, and meets environmental standards such as RoHS. It will not pose a threat to the environment and human health. During the manufacturing process, silicone does not produce toxic gases or hazardous waste, and is easy to recycle, meeting the requirements of sustainable development. In addition, with the increasing awareness of environmental protection, more and more silicone encapsulated products are adopting recyclable and biodegradable materials, further reducing their impact on the environment. This environmentally friendly and sustainable feature makes silicone encapsulation technology have a broader application prospect in the future.
5、 Automation and Efficient Production
Silicone encapsulation molding technology usually uses highly automated production equipment, which can achieve seamless and bubble free perfect encapsulation effect. This automated production not only improves the appearance quality and sealing performance of the product, but also significantly shortens the production cycle and reduces production costs. With the continuous development of intelligent manufacturing technology, silicone encapsulation molding technology is expected to achieve higher levels of automation and intelligence, further improving production efficiency and product quality. For example, by integrating sensors and intelligent control systems, real-time monitoring and adjustment of the production process can be achieved, ensuring that each process reaches its optimal state. This efficient and precise production method gives silicone encapsulation molding technology a unique advantage in meeting large-scale customization needs.
6、 Widely applicable fields
Silicone encapsulation molding technology has been widely applied in multiple fields, demonstrating its strong vitality and market competitiveness. In the field of consumer electronics, silicone encapsulation technology is widely used in the manufacturing of casings and buttons for portable devices such as smartphones and tablets, improving the durability and reliability of products. In the field of automobile manufacturing, silicone encapsulation technology is used for the manufacturing of automotive interior parts, seals, sensors and other components, improving the comfort and safety of products. In the field of medical devices, silicone encapsulation technology provides reliable packaging and protection for medical devices, ensuring smooth surgical procedures and patient safety. In addition, silicone encapsulation molding technology has been widely used in fields such as optics, aerospace, and instrumentation, providing reliable protection solutions for various industries.
7、 Innovation and Development
With the advancement of technology and the continuous changes in consumer demand, silicone encapsulation molding technology is also constantly innovating and developing. For example, by integrating smart components such as sensors and LED lights, products can be endowed with more functionality and interactivity; By developing recyclable and biodegradable materials, the impact on the environment can be reduced; Through customized design, it is possible to meet the personalized needs of different consumers. In addition, with the rapid development of 3D printing technology, the manufacturing process of silicone encapsulation molding technology will be more flexible and efficient. 3D printing technology can accurately control the distribution and shape of materials, achieve more complex and refined structural design, and bring new development opportunities for silicone encapsulation technology.
In summary, silicone encapsulation molding technology is playing an increasingly important role in modern industrial manufacturing due to its high precision and detail performance, wide adaptability, excellent physical and chemical properties, environmental protection and sustainability, automation and efficient production, as well as a wide range of application fields.
https://lyasilicone.net/wp-content/uploads/2025/01/1011-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-11 07:39:302025-01-11 07:39:30What are the technological advantages of silicone encapsulation molding?
Production process control is a major challenge in the development of silicone products. The production process of silicone requires strict control of parameters such as temperature, pressure, and time to ensure product quality and stable performance. This requires production personnel to possess high levels of professional competence and skills, as well as advanced production equipment and precise process control methods. For example, in the hot pressing process, the curing temperature range of silicone is relatively narrow. If the temperature is too high or too low, it will affect the curing effect of silicone and lead to poor performance of the finished product. In addition, the magnitude and uniformity of pressure also have a significant impact on the shape and quality of the finished product. Therefore, in the hot pressing process, it is necessary to strictly control the temperature and pressure to ensure that the silicone can be uniformly and fully filled into the mold and achieve the desired curing effect.
Secondly, the selection of raw materials and quality control are also important challenges in the development of silicone products. The selection of silicone raw materials directly affects the performance and cost of the product. Different types of silicone raw materials have different physical and chemical properties, which need to be selected according to specific application scenarios. For example, in the medical field, silicone products need to have non-toxic, odorless, and environmentally friendly characteristics, which requires that the raw materials must comply with relevant medical standards. In addition, the quality stability of raw materials is also one of the important factors affecting the difficulty of silicone technology. If the quality of raw materials is unstable, it will cause fluctuations in product performance, thereby affecting the reliability and service life of the product. Therefore, in the development process of silicone products, strict screening and quality control of raw materials must be carried out to ensure their stability and reliability.
Once again, the difficulty of molding and processing is also an undeniable issue in the development of silicone products. The molding process of silicone materials involves multiple stages such as mold design and molding technology. The viscosity and fluidity of silicone make it prone to problems such as bubbles and deformation during the molding process. For example, in the process of liquid forming, due to the low viscosity and strong fluidity of silicone raw materials, problems such as glue running and bubbles are prone to occur during the injection into the mold. These issues not only affect the shape and quality of the finished product, but may also lead to damage to the mold. Therefore, the control requirements for raw materials in liquid forming are very high, requiring strict control of parameters such as viscosity and temperature of the raw materials to ensure stable and uniform injection into the mold. At the same time, the design and manufacturing of molds also need to fully consider the fluidity and filling properties of silicone to ensure that silicone can completely fill the mold and achieve the desired shape.
The development of silicone products requires strict control o
In addition to the above points, the development process of silicone products also faces other technical difficulties. For example, incomplete curing of products is a common problem. This may be due to low temperature, insufficient vulcanization time, contamination of the injection pipeline or mold, uneven mixing, low temperature of the rubber material, or low temperature of the embedded material. In addition, surface unfamiliarity or partial unfamiliarity of the product is also a major problem, which may be due to improper selection of release agents, mold surface contamination, and contamination of embedded objects such as plastic or hardware. To address these issues, corresponding measures need to be taken, such as thoroughly cleaning the molds, ensuring the use of clean rubber materials for production, regularly replacing operator gloves, cleaning air gun sleeves, etc., to ensure the smooth production and expected quality of liquid silicone products.
In the development process of silicone products, there are also some issues related to product structure design and production processes. For example, uneven stress on embedded objects can cause deformation, and unreasonable product structure design can lead to production difficulties. These issues need to be fully considered and avoided during the product design phase. For example, in silicone encapsulated products, embedded objects need to have stable positioning within the mold to withstand certain mold pressure. Therefore, the force bearing parts must be balanced. At the same time, due to the fact that the shrinkage rate of silicone is usually greater than that of embedded objects (such as plastic/hardware), the structure of the silicone part of the encapsulated product should be as uniform as possible to avoid local thickness or thinness. These all need to be fully evaluated and optimized during the product design phase to ensure smooth production in the future.
In addition, with the continuous advancement of technology and the continuous development of the market, silicone product manufacturers are also facing new opportunities and challenges. On the one hand, the demand for silicone products in the market is constantly increasing, especially in the fields of medical, electronics, new energy, etc., which puts forward higher requirements for the performance and quality of silicone products. This has prompted silicone product manufacturers to continuously increase research and development investment, introduce advanced production equipment and process technology, improve product performance and quality, in order to meet market demand. On the other hand, with the continuous improvement of environmental awareness, consumers are increasingly fond of green and environmentally friendly silicone products. Silicone product manufacturers need to actively respond to environmental policies, adopt environmentally friendly raw materials and production processes, and reduce environmental pollution. At the same time, manufacturers can further improve the environmental performance of their products and meet the needs of consumers by developing biodegradable and recyclable silicone products.
However, silicone product manufacturers also face some challenges in their development process. For example, market competition is becoming increasingly fierce, raw material prices are fluctuating greatly, and the difficulty of technological innovation is constantly increasing. In response to these challenges, silicone product manufacturers need to strengthen their core competitiveness, continuously optimize product structure, improve production efficiency, and reduce production costs. At the same time, expanding overseas markets and cooperating with international brands to promote high-quality silicone products to the world is also an important way to enhance the strength and influence of manufacturers.
In summary, there are various common technical difficulties in the development process of silicone products, from raw material selection to production process control, to molding processing and product design, each link is full of challenges. However, it is these challenges that drive the continuous progress and development of silicone product technology.
https://lyasilicone.net/wp-content/uploads/2025/01/0110-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-10 02:40:552025-01-10 02:40:55What are the common technical difficulties in the development process of silicone products?
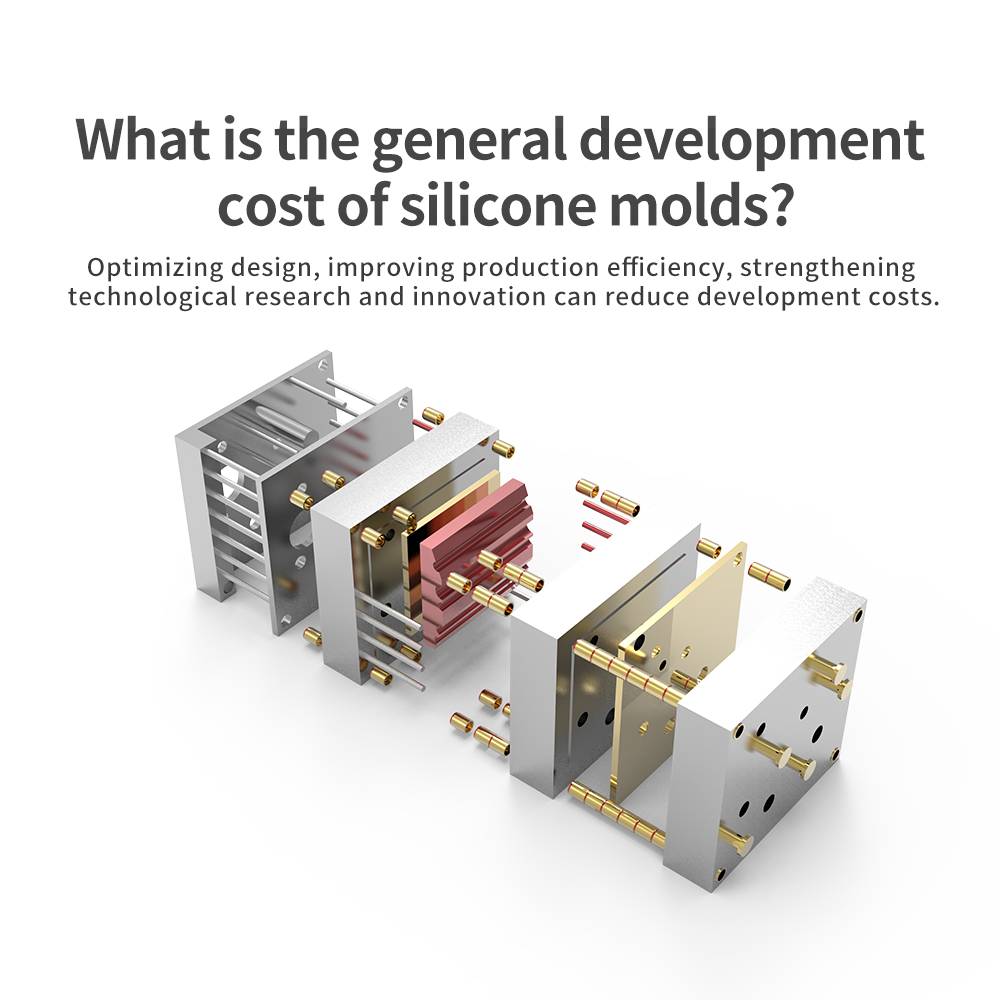
Firstly, the cost of mold materials is an important component of the development cost of silicone molds. The material for making silicone molds is usually high-strength steel, which not only requires good wear resistance and corrosion resistance, but also needs to be able to withstand high temperature and high pressure vulcanization processes. Due to the high price of steel itself and the fact that a complete set of silicone molds often consists of multiple thick mold steels, material costs account for a considerable proportion of mold development costs. In addition, with the development of materials science, some new high-performance materials are gradually being applied in the production of silicone molds. Although these new materials have better performance and longer service life, their prices are usually more expensive.
Secondly, labor and equipment costs are also an indispensable part of the development cost of silicone molds. The production of molds requires professional engineers and CNC operators to perform precise machining and debugging. These technicians usually have high salary levels and require certain industry experience and skill levels. In addition, various high-precision instruments and equipment are required in the mold making process, such as CNC machine tools, spark machines, wire cutting machines, etc. These equipment not only have high purchase costs, but also considerable maintenance and usage costs. Therefore, labor and equipment costs play a significant role in the cost of mold development.
In addition to material and labor equipment costs, time costs are also an indispensable part of the development cost of silicone molds. A complete set of silicone molds usually goes through multiple stages from design to production, including mold design, steel procurement, mechanical processing, heat treatment, electrical discharge machining, wire cutting, polishing and grinding, assembly and debugging, etc. These processes require a lot of time and effort, and each process requires strict quality control and technical support. Therefore, time cost also accounts for a considerable proportion of mold development costs. Especially in today’s increasingly competitive market, time is money, and quickly responding to market demand and launching new products has become an important means of enterprise competition. Therefore, shortening the mold development cycle, improving production efficiency, and reducing time costs are of great significance for silicone mold manufacturers.
In addition, the development cost of silicone molds is also affected by market demand and technical difficulties. With the continuous changes in the market and the increasing diversification of consumer demands, the design and production of silicone molds also require continuous innovation and improvement. Some silicone molds with special functions and complex structures, such as molds with hollow structures, uneven surfaces, slender columns, etc., are usually difficult to design and manufacture, requiring more research and development costs and technical support. At the same time, these molds with special structures and functions often have higher added value and competitiveness in the market, so their development costs are relatively high.
However, it is worth noting that although the development cost of silicone molds is relatively high, their advantages in production efficiency and product quality are also evident. Silicone molds have the characteristics of high precision, high wear resistance, high corrosion resistance, and good elasticity, which can produce silicone products with precise dimensions, smooth surfaces, and stable quality. These products are widely used in various fields such as automobiles, electronics, healthcare, and daily necessities, bringing great convenience to people’s production and life. Therefore, in the long run, the development cost of silicone molds is negligible compared to the economic and social benefits they bring.
In order to reduce the development cost of silicone molds, enterprises can take various measures. Firstly, optimize the mold design to reduce unnecessary material and labor costs. By rational structural design and material selection, the weight and complexity of the mold can be reduced, thereby reducing material and processing costs. Secondly, improve production efficiency and shorten the mold development cycle. By introducing advanced production equipment and process technology, the processing accuracy and efficiency of molds can be improved, the development cycle of molds can be shortened, and time costs can be reduced. In addition, we will strengthen technological research and innovation, improve the technical content and added value of molds. By continuously developing new technologies and processes, the performance and quality level of molds can be improved, thereby enhancing market competitiveness and reducing development costs.
Meanwhile, enterprises can also reduce the development cost of silicone molds by establishing long-term cooperative relationships with suppliers and adopting standardized and modular designs. Establishing long-term cooperative relationships with suppliers can ensure stable supply of raw materials and favorable prices; Adopting standardized and modular design can reduce the difficulty of mold design and production, improve production efficiency and quality level; By strengthening internal management and optimizing production processes, we can reduce production costs and improve economic efficiency.
In summary, the development cost of silicone molds is a complex and multifaceted issue, involving multiple aspects such as materials, labor equipment, time, market demand, and technical difficulty. To accurately evaluate the development cost of silicone molds and reduce their cost level, it is necessary to conduct in-depth discussions from multiple dimensions and take effective measures. The continuous pursuit of silicone mold manufacturers is to reduce the development cost of silicone molds and improve their economic and social benefits by optimizing mold design, improving production efficiency, strengthening technological research and development, and innovation.
https://lyasilicone.net/wp-content/uploads/2025/01/0109-3.jpg400800administrator/wp-content/uploads/2023/03/lya-logo-1.pngadministrator2025-01-09 03:26:132025-01-09 03:26:13What is the general development cost of silicone molds?
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.








 technical difficulty. To accurately evaluate the development cost of silicone molds and reduce their cost level, it is necessary to conduct in-depth discussions from multiple dimensions and take effective measures. The continuous pursuit of silicone mold manufacturers is to reduce the development cost of silicone molds and improve their economic and social benefits by optimizing mold design, improving production efficiency, strengthening technological research and development, and innovation.
technical difficulty. To accurately evaluate the development cost of silicone molds and reduce their cost level, it is necessary to conduct in-depth discussions from multiple dimensions and take effective measures. The continuous pursuit of silicone mold manufacturers is to reduce the development cost of silicone molds and improve their economic and social benefits by optimizing mold design, improving production efficiency, strengthening technological research and development, and innovation.

