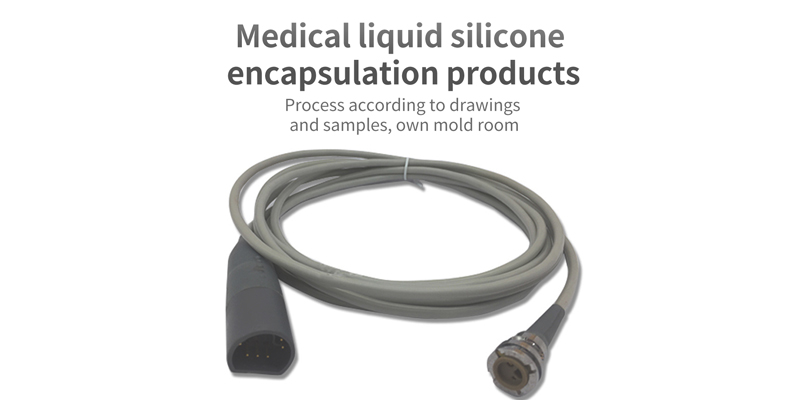
In the medical field, with the continuous advancement of technology, the manufacturing of protective equipment has also ushered in new changes. Among them, liquid silicone masks have gradually become an important part of medical protective equipment due to their excellent sealing, comfort, and durability.
1、 Material selection and preparation
The manufacturing of medical liquid silicone masks begins with the careful selection of raw materials. Liquid silicone, as a core material, has excellent characteristics such as non toxicity, odorlessness, high temperature resistance, aging resistance, and good biocompatibility, making it very suitable for use in medical protective products. In addition, in order to enhance the hardness and structural stability of the face mask, plastic materials such as PC (polycarbonate), PA (nylon), or PA66 (nylon 66) are usually chosen as the support skeleton.
In the material preparation stage, liquid silicone raw materials need to undergo strict screening and testing to ensure that they meet medical grade standards. Meanwhile, the production of plastic parts also requires precise mold design and injection molding processes to ensure their dimensional accuracy and surface quality.
2、 Production process flow
1. Production of plastic parts
The production of plastic parts is the first step in the manufacturing of liquid silicone masks and face shields. Molten plastic material is injected into a pre designed mold through an injection molding machine, and after cooling and solidification, it forms the support structure of the mask. This process requires strict control of injection molding temperature, pressure, and cooling time to ensure the dimensional stability and physical properties of plastic parts.
2. Liquid silicone injection molding
After the production of plastic parts is completed, the next step is injection molding of liquid silicone gel. This step is crucial throughout the entire manufacturing process. Firstly, install the produced plastic parts into the corresponding positions of the liquid silicone mold. Then, the two low viscosity silicone rubber raw materials A and B are accurately mixed in a 1:1 ratio using a measuring device, and sent into the material cylinder of the injection molding machine for further uniform mixing.
The mixed liquid silicone is injected into the mold under high pressure and tightly bonded with the plastic parts. In the mold, liquid silicone gel undergoes cross-linking reaction, generating a large amount of heat and solidifying into shape. This process requires precise control of injection pressure, temperature, and time to ensure the perfect combination of liquid silicone and plastic parts and the sealing performance of the mask.
3. Post processing and inspection
After liquid silicone injection molding, a series of post-treatment processes are required, including demolding, cleaning, deburring, etc. At the same time, strict inspection of the finished product is required, including visual inspection, size measurement, sealing testing, etc., to ensure that the product meets medical grade standards.

The manufacturing of medical liquid silicone masks requires th
3、 Quality Control and Standards
The manufacturing process of medical liquid silicone masks must follow strict quality control standards and procedures. From raw material procurement to finished product delivery, every step requires strict testing and monitoring. In addition, manufacturers also need to obtain ISO9001 and other quality management system certifications to ensure the stability and reliability of product quality.
In terms of quality control, in addition to routine physical performance testing, special tests such as biocompatibility testing and toxicity testing are also required to ensure that the product is harmless to the human body and meets medical use requirements.
4、 Technological Innovation and Future Prospects
With the continuous advancement of medical technology and the increasing demand for protective equipment, the manufacturing of medical liquid silicone masks and face shields is also constantly innovating and developing. In the future, we can look forward to the application of more new technologies and materials, such as nanotechnology and intelligent sensing technology, which will further enhance the protective performance and user experience of face masks.
At the same time, with the global emphasis on environmental protection and sustainable development, the application of environmentally friendly materials such as liquid silicone will also become more widespread. The manufacturing of future medical liquid silicone masks and face shields will pay more attention to environmental protection and sustainability, bringing more green and healthy products to the medical protection field.
epilogue
The manufacturing of medical liquid silicone masks is a complex and delicate process that requires advanced production equipment, exquisite production techniques, and strict quality control. Through continuous technological innovation and quality improvement, medical liquid silicone masks will provide safer, more comfortable, and efficient protection for medical staff and the general public.